Seguramente nos preguntamos esto porque vemos que la primera capa tiene algunas irregularidades tales como: Capa muy delgada, Capa delgada de un lado y gruesa en otras areas, Se despega la capa, las lineas de impresion se ven separadas, etc. Pero algunas personas por no decir que tienen problemas preguntan asi:
¿Qué se considera una “buena” altura de capa para la primera capa? Donde se hace que no sabe y se quiere hacer pasar por Newbie
¿Debería ser relativamente más pequeña que las otras capas o debería considerarse en relación con el diámetro de la boquilla? El usuario ya ha leido información pero no sabe porque se presentan sus fallas y hace una pregunta sin sentido con base en una variable.
¿Puede alguien de la comunidad sugerir una altura de capa adecuada para la primera capa con justificación? Aquí busca que le expliquen a detalle el porque debería seguir los pasos del que dá el consejo, una manera de decir convenceme de que tu estas bien y porque y es un buen punto donde uno podria explicar las consecuencias de imprimir con una altura no adecuada.
O bien estas preguntas pudieran ser de esas que hacen en la escuela para pasar algun examen final. :D hagamosle pues la tarea.
Por lo general la primera capa debe imprimirse de entre un 40 a un 60 % del grosor del Nozzle o Boquilla. Para lograr una buena adherencia en la superficie de impresión y evitar que se despegue antes de finalizar la tarea.
De acuerdo al foro 3D printing stack Exchage, esta respuesta no es suficiente pero como Moderador y participante SI LO ES.
Aunque las condiciones que ellos ponen como respuesta va mas relacionado a UN MAL AJUSTE DE MAQUINA, en vez a una altura apropiada de impresion, otros lo ven como IMPRESION IRREGULAR solo porque una capa es de diferente altura al resto de las demás. Y lo mas absurdo es cubrir fallas de ajuste con un parametro que sirva de maquillaje, lo que puede originar mas fallas de impresión cuando no haya condiciones similares al momento de calcular la altura Z cubre fallas.
Fallas comunes cuando no hay una altura Z adecuada + fallas por un mal Ajuste en la Impresora
Ahora si vamos a ver el porque del 40 al 60% de altura con base al diametro de la boquilla.
Vamos a ver los datos con una boquilla de 0.4mm,
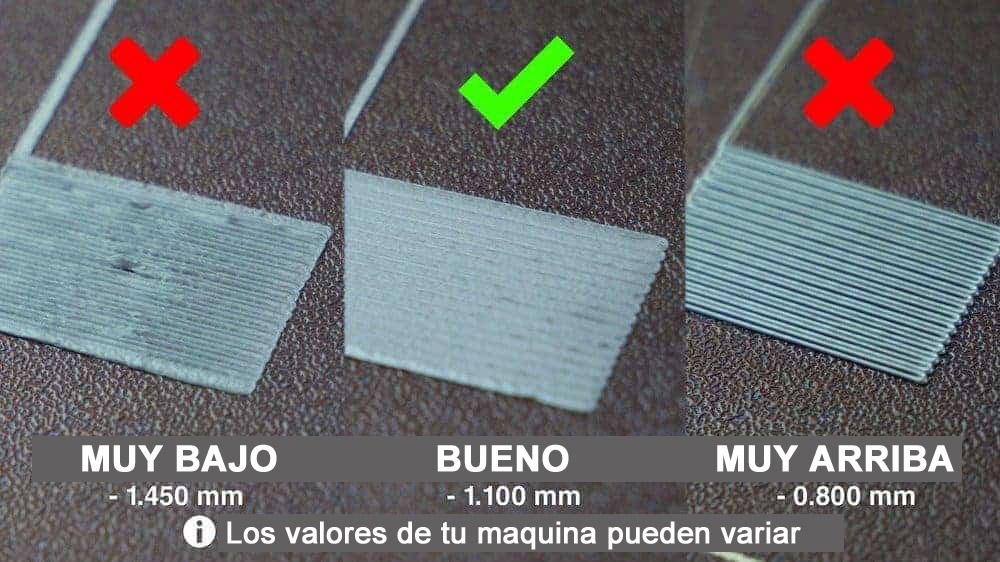
- si la altura de la primera capa la hacemos de 0.4mm es como si solo depositaramos el filamento sobre la superficie pero es mejor que si imprimimos a una altura de 0.5 o mayor. A mayor altura la adhesión es menor, de hecho el filamento tiende a hacerse como spaguetti.
- Si la altura la hacemos de 0.1 puede funcionar ya que la misma boquilla al soltar el filamento lo presiona sobre la superficie y es como si lo estuvieramos huntando ligeramente. La desventaja es que si hay un ligero error de ajuste en el nivel de la cama, ese 0.1 se puede convertir en 0.01 o en 0.00, es decir que terminariamos por embarrar el filamento en la cama y si es por mucho tiempo podriamos bloquear la boquilla.
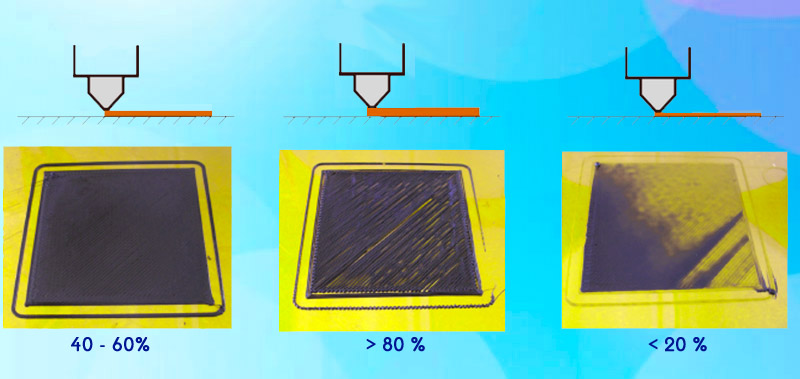
- Si la altura la hacemos de 0.20 mm le damos la oportunidad a la boquilla de huntar el filamento con un espesor mayor, permitiendo un excelente flujo de plastico de manera uniforme.
El parametro que mas utilizo es el de 0.25, por varias razones:
- La primera capa se imprime en una velocidad menor para permitir que haya una mayor adhesión, entonces esto se convierte en mas tiempo de impresión. Imagina hacer dos capas en una altura de 0.3 en 20 minutos lo que con 12 minutos tengo una capa gruesa y uniforme.
- la Primera capa se convierte en ocasiones la parte visible del proyecto, esa capa gruesa que no permite ver las lineas internas del relleno.
- Si llego a tener un desajuste en la cama y esa impresion de 0.25 se va a 0.10 no se notará; este desajuste sucede a menudo por tanto sangoloteo de tanta impresion hecha. No olvides ajustar tu maquina en un tiempo libre, luego los problemas son mayores.
- Permite la adhesion que por problemas por cambios de temperatura ambiente suceden de una semana a otra o mes tras mes, en mi tierra tenemos temperaturas de -7°C, de 5°C, de 20 y de 42°C.
- Tambien por desajustes en la altura propios del sensor de nivel cuando este se afloja por tanto movimiento. A este problema se le llama Error de Z Offset.
Error en Z Offset
Este problema se tiene cuando usamos un nivelador automatico, de cualquier tipo, ya sea mecanico, optico o inductivo.
Cama Desnivelada
En ocasiones tendemos a confundir el nivel de la cama a problemas de nivel en los Ejes; el eje que tiende a desajustarse mas seguido es el Eje X.
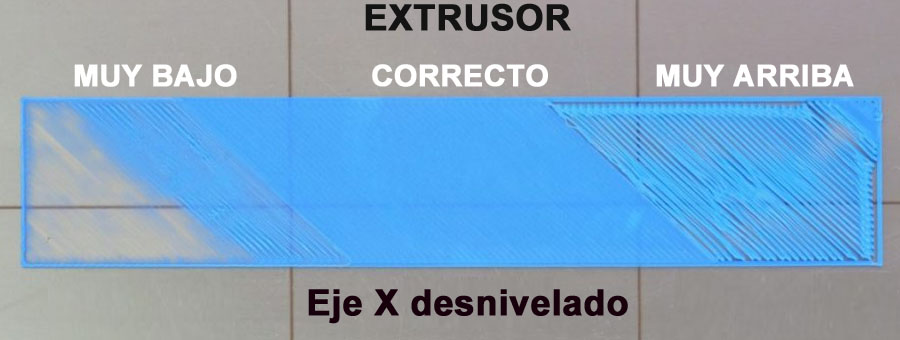
Sin embargo los ajustes en el nivel de la cama son importantes cuando ya sea que una parte de la impresion salga con nivel muy bajo o muy alto es solo una de las esquinas de cama.
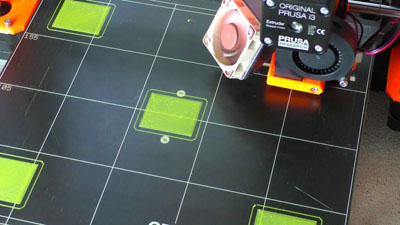

Si vemos que en la cama hay impresiones irregulares como la de nivel muy alto o muy bajo, en varias zonas de la cama es muy probable que la cama este pandeada o torcida; en ese caso será necesario reemplazarla por una nueva.
Estas torceduras y pandeamientos se originan por un mal manejo en el almacenamiento de las piezas. El resto es por un mal ajuste en los parametros de la Maquiquina 3D donde es posible que el extrusor haya presionado la cama en el intento de hacer un auto ajuste del eje Z.