Algo muy común es que el Eje X no esté completamente alineado o la cama esté desnivelada porque alguno de los tornillos de ajuste no los hemos puesto iguales, por lo tanto alguna area tiene diferente altura con respecto al Nozzle y esto hace que alguna parte de la impresión no se pegue adecuadamente y luego se desprenda generando pandeamientos en la pieza.
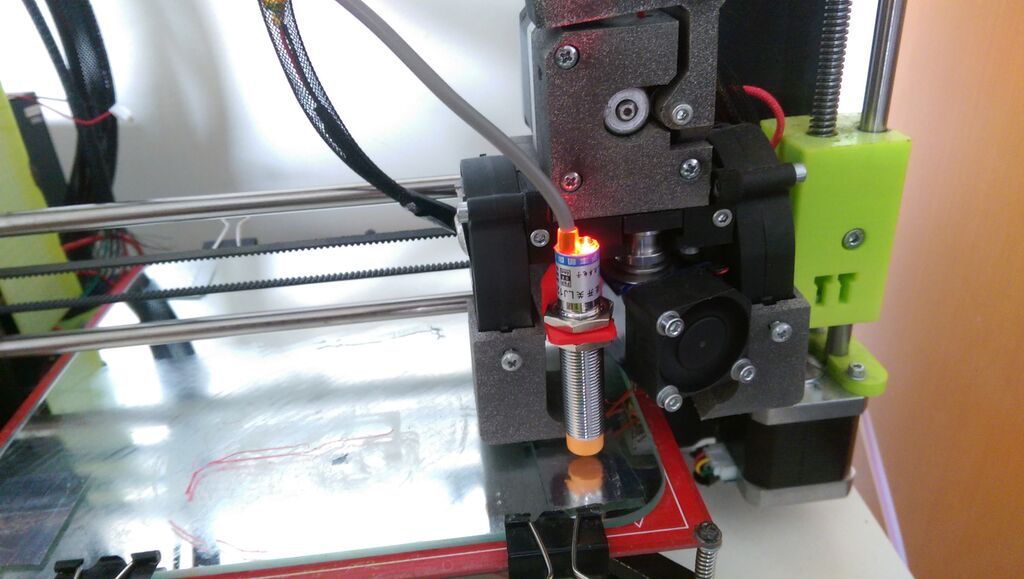
Para ello requerimos dos cosas: Sensor de tacto o Sensor inductivo y modificar el firmware.
Bueno, estoy usando marlin para mis impresoras y normalmente el desplazamiento es negativo, esta diferencia es desde el valor del sensor de 0.0 Z y la boquilla.
Por ejemplo, tengo una placa de aluminio, por lo que este material es menos inductivo y estoy obteniendo una altura de boquilla de 1,2 mm; Normalmente este valor debe estar por encima de 5 mm, pero mis impresoras lee 1,2 mm
Así que mi desplazamiento es 1.2mm (este valor es peligroso para mí) porque puedo doblar la placa si el sensor deja de funcionar.
La altura de seguridad z en G28 es de 4 mm y también para el sondeo automático G29, la velocidad de prueba para Z es menor que el recorrido X y Y.
Dentro del archivo configuration.h es necesario modificar las lineas siguientes con los datos que arroja su sensor y los puntos de prueba.
#ifdef AUTO_BED_LEVELING_GRID
// set the rectangle in which to probe
#define LEFT_PROBE_BED_POSITION 8
#define RIGHT_PROBE_BED_POSITION 156
#define BACK_PROBE_BED_POSITION 156
#define FRONT_PROBE_BED_POSITION 8
// set the number of grid points per dimension
// I wouldn't see a reason to go above 3 (=9 probing points on the bed)
#define AUTO_BED_LEVELING_GRID_POINTS 2
#else // not AUTO_BED_LEVELING_GRID
// with no grid, just probe 3 arbitrary points. A simple cross-product
// is used to esimate the plane of the print bed
#define ABL_PROBE_PT_1_X 15
#define ABL_PROBE_PT_1_Y 156
#define ABL_PROBE_PT_2_X 15
#define ABL_PROBE_PT_2_Y 20
#define ABL_PROBE_PT_3_X 156
#define ABL_PROBE_PT_3_Y 20
#endif // AUTO_BED_LEVELING_GRID
// these are the offsets to the probe relative to the extruder tip (Hotend - Probe)
// X and Y offsets must be integers
#define X_PROBE_OFFSET_FROM_EXTRUDER 0 //25
#define Y_PROBE_OFFSET_FROM_EXTRUDER 0 //29
#define Z_PROBE_OFFSET_FROM_EXTRUDER -1.2 //-12.35
#define Z_RAISE_BEFORE_HOMING 4 // (in mm) Raise Z before homing (G28) for Probe Clearance.
// Be sure you have this distance over your Z_MAX_POS in case
#define XY_TRAVEL_SPEED 7000 // X and Y axis travel speed between probes, in mm/min
#define Z_RAISE_BEFORE_PROBING 4 //How much the extruder will be raised before traveling to the first probing point.
#define Z_RAISE_BETWEEN_PROBINGS 4 //How much the extruder will be raised when traveling from between next probing pointsEspero que esto ayude a entender su configuración.
He fijado los valores a cero en lugar de 25 y 29 porque pre definido los puntos de prueba manualmente a 8 y 156; Por supuesto el centro de la boquilla se mueve 25 y 29 mm desde el centro de la placa, esto evita la colisión en X0 y Y0. Y sólo usé el nivel de con 4 puntos lo cual es suficiente, si tu cama está deformada vas a necesitar más puntos internos, en mi opinión cambiala por una nueva.
#define X_PROBE_OFFSET_FROM_EXTRUDER 0 //25
#define Y_PROBE_OFFSET_FROM_EXTRUDER 0 //29