Es normal que cada vez que usamos una nueva impresora o estamos empezando a imprimir no conozcamos los parámetros de impresión de la misma Impresora 3D, el comportamiento de la misma a lo largo del día o algunos inconvenientes que desconocemos. Sin embargo hay 4 cosas que debemos revisar si vemos una interrupción del flujo del filamento:
- Temperatura del Nozzle.- Cada rollo de filamento tiene su punto de fluidez y este cambia entre 5 y 10 grados, dependiendo del fabricante; si se trata de un mismo fabricante o mismo lote este no cambia, pero si es del mismo fabricante y diferente lote entonces la temperatura cambia entre 2 y 5 grados. Esta variación la puedes verificar haciendo cambios en la impresión de 2 en 2 grados, o de 5 en 5. Si te recomiendan cambios de mas de 10 grados, lo mas probable es que termines bloqueando el Nozzle.
- El tipo de filamento.- Es muy raro pero cuando un filamento pide mas de 20 grados de ajuste es debido a que tu filamento no es el material que te indica el vendedor; puede ser que requieras PLA y te vendieron ABS. Cuando es PLA + el filamento fluye bien pero la adhesión en menor, solo será necesario ajustar unos 5 o 7 grados mas en la temperatura.
- El sistema de enfriamiento.- Cuando no hay suficiente flujo de aire en el sistema de enfriamiento del alimentador del filamento; este alimentador puede ser algo llamado direct drive el cual va del engrane de alimentación al Nozzle sin sistema de enfriamiento como el EV6; Aún Así cuando el ventilador de esta sección está apagado, atorado, o de baja velocidad, el filamento tiende a calentarse antes de entrar al nozzle y comienza a deformarse hasta el grado que ya no puede ser alimentado por el engrane de alimentacion.
- Sensor de temperatura del Nozzle.- Si la temperatura del nozzle no es adecuada solemos tener piezas con demasiadas gotas en las paredes de la pieza y en ocasiones algunos huecos. El problema es cuando se generan esos huecos debido a falta de filamento y esto es debido a que el filamento está demasiado frío. Cuando el filamento se enfría demasiado se comienza a acumular dentro del alimentador hasta que deja de fluir.
- El sensor de temperatura suele salirse del calentador y no marca la temperatura correcta, en este caso suelen ser gotas muy grandes de filamento.
- Cuando el sensor se conecta y desconecta, suele hacer esas gotas grandes pero también cuando sensa correctamente ya la temperatura del nozzle está por las nubes, entonces empieza a enfriar y es cuando se tapa el extrusor, por esa variación tan grande de temperaturas.
- Fuente de Alimentacicón.- Cuando falla la fuente de alimentación es muy raro sin embargo en ocasiones no sabemos que es la que falla debido a 2 problemas principales
-
- La fuente se resetea cada de vez en cuando.- esto sucede porque se está sobre calentando y entra la función de protección; en ocasiones es solo un reinicio y en ocasiones le toma algunos minutos restrablecer su modo operativo, será necesario reemplazar la fuente.
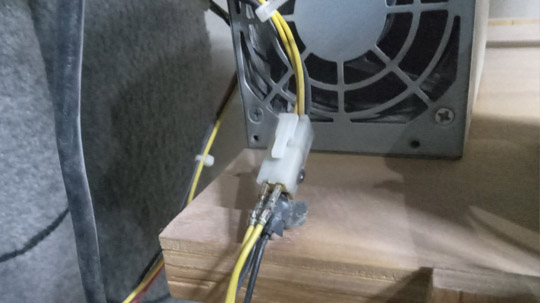
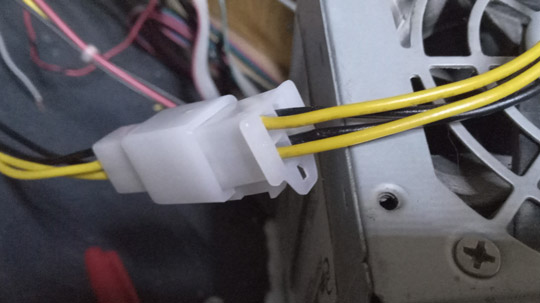
- Apagones repentinos.- Esto es debido a que los cables de alimentación a la tarjeta de control se desconecta porque hay alguna terminal, empalme de cables un poco sueltas, suele también ser el cable de poder que queda un poco suelto en la entrada AC de la fuente.
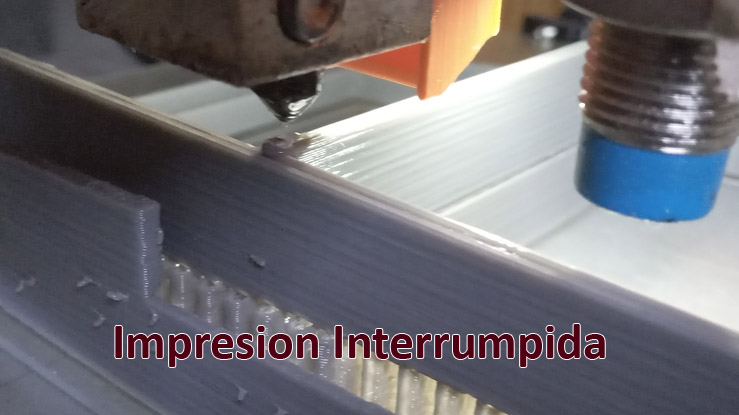
la fuente se apagaba en momentos de mucha vibración (puse la impresión en un 130% de velocidad). El conector se sobre quemó por falta de enfriamiento.
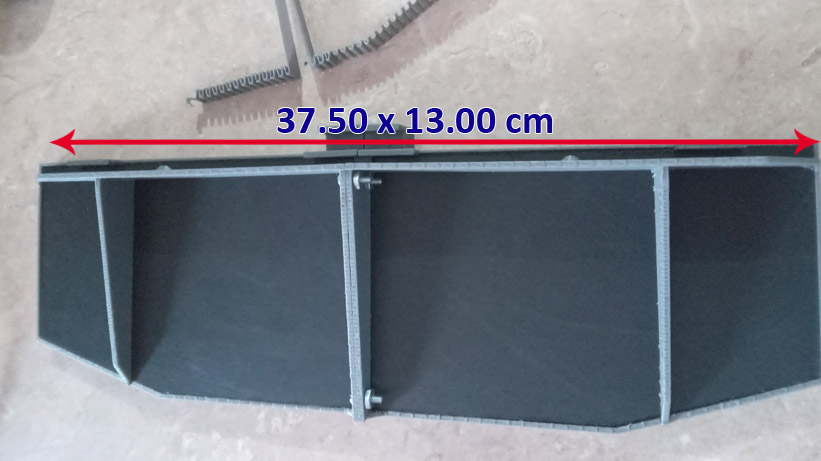
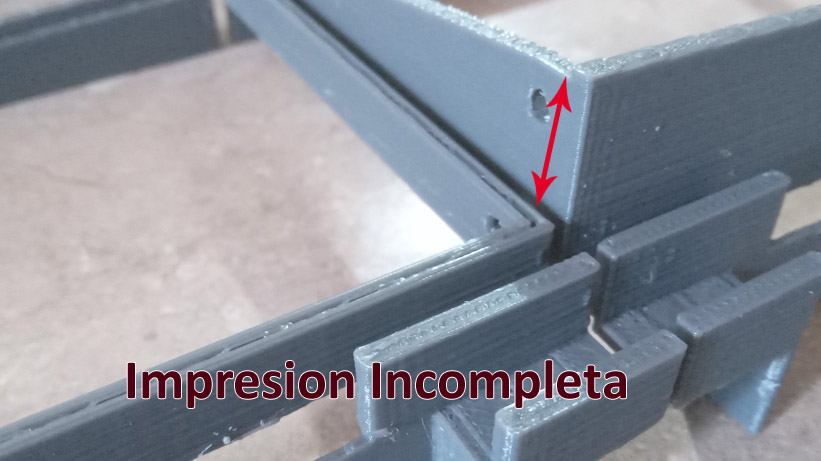
La imagen de abajo el problema, le faltaban 30 minutos mas de impresión, luego de 4 horas. (la impresora ya tenía 12 horas trabajando).
Reemplace el conector de la fuente 4P ATX, por uno de Temu, afortunadamente ya había comprado un kit para otro proyecto.
Cambié el filamento dentro del extrusor y alimentador; el filamento de adentro ya estaba chicharrón.
Luego de 9 horas, pasó al área de ensamble, 3 minutos después. una hermosa pieza terminada.