:D ah, pues no supe como poner el titulo para este error que a veces lo encontramos en algunas versiones de tarjetas de control CNC; a veces la falla no se tiene en una tarjeta pero cuando cambiamos de motores llegamos a encontrar el problema y no sabemos como corregirlo, solo vemos como brincotean los motores, a veces no avanzan y pensamos en lo siguiente:
- Falla de voltage en el motor (andamos buscando una fuente mejor)
- Falla de corriente al motor (andamos buscando como controlar la corriente)
- La configuracion del motor no es la correcta (cambiamos cablecitos de aqui para acá)
- Algún falso en los cables del motor (andamos soldando cables, poniendo mejores conectores, etc)
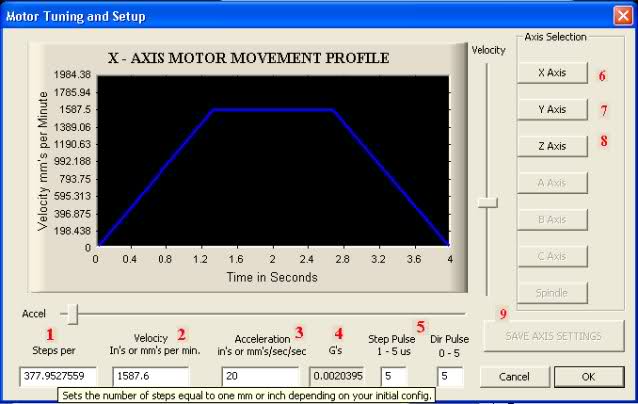
- El numero de pasos o la velocidad del motor no es la correcta (ajustamos a una velocidad muy pequeña y vemos que la maquina es muuuy leeenntaa)
- los ejes están muy duros o muy pesados ( ajustamos y lubricamos los ejes para que sean mas blandos y si no funciona pensamos en poner motores mas fuertes)
- Falla de la tarjeta por perdida de pasos ( creemos que la tarjeta no es compatible y nos buscamos otra, buscamos tarjetas con mejoras, etc. aunque ya andamos muy cerca)
Como la comunicacion de la PC se hace atravez de un puerto serie o paralelo (también los USB), la comunicacion de la PC lo hace a cierto ritmo o velocidad; por lo general lo hace a una velocidad de transferencia de 9600 bauds; esto es igual a la velocidad de los modems. Así fué como comenzaron a comunicarse los equipos entre si hasta que llegó el momento que pasamos de un modem de 9600 a uno de 56K, luego los que ahora nos permiten tener conexiones arriba de los 2M y mayores.
Pues mach3, EMC2, Arduino tienen como velocidad de comunicacion un ajuste a 9600 pero esta puede ser ajustada debido a que los microcontroladores, TTL´s y más pueden procesar a velocidades mas altas y en ocasiones la perdida de pasos no es porque la tarjeta esté mal, si no que hay errores de sincronía en la interpretacion de los pulsos o datos.
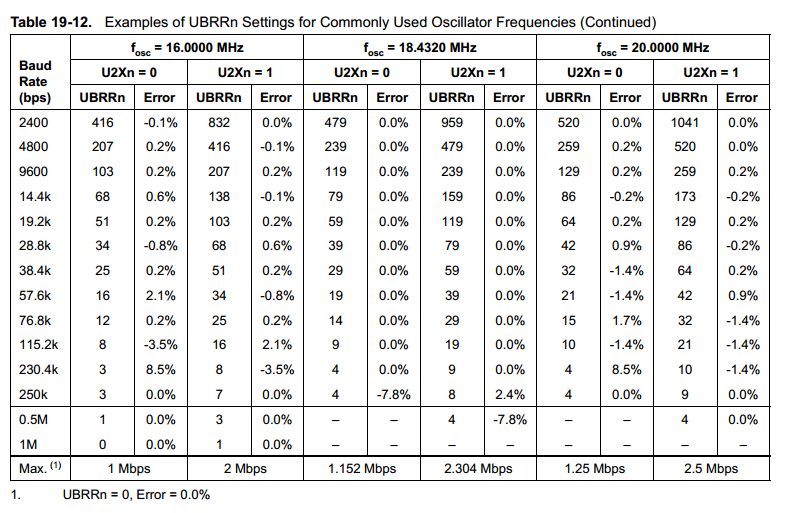 De acuerdo a esta tabla apreciamos que en 9600 el porcentaje de error es de 0.2% pero nosotros vemos que hay errores mayores en la operación del equipo. por lo que es necesario subir el baud rate; por ejemplo yo lo subí a 19.2k que tiene el mismo porcentaje de error, pero en lo funcional mejoró en un 80%. Después lo cambié a 57.6k y el resultado fué mejor y los motores tomaron la fuerza que deberían tener.
De acuerdo a esta tabla apreciamos que en 9600 el porcentaje de error es de 0.2% pero nosotros vemos que hay errores mayores en la operación del equipo. por lo que es necesario subir el baud rate; por ejemplo yo lo subí a 19.2k que tiene el mismo porcentaje de error, pero en lo funcional mejoró en un 80%. Después lo cambié a 57.6k y el resultado fué mejor y los motores tomaron la fuerza que deberían tener.
El ajuste en mach3 es facil, solo entren a ajustes configuracion general y verán esta pantalla
 En la seccion de serial output aparece BaudRate, cambialo por alguno que te indique la tabla, no importa si la tabla te dice que tiene 3% de error o menos; la tabla está hecha para sincronia entre tarjetas que manejan un cristal de 16.00M, 18.4.M y 20.00M, las tarjetas de control de CNC no tienen ese cristal y lo que necesitan es una velocidad alta para manejar los pulsos de los micropasos.
En la seccion de serial output aparece BaudRate, cambialo por alguno que te indique la tabla, no importa si la tabla te dice que tiene 3% de error o menos; la tabla está hecha para sincronia entre tarjetas que manejan un cristal de 16.00M, 18.4.M y 20.00M, las tarjetas de control de CNC no tienen ese cristal y lo que necesitan es una velocidad alta para manejar los pulsos de los micropasos.
Ahora sí, ajusta tus motores para que tengas una mayor velocidad